



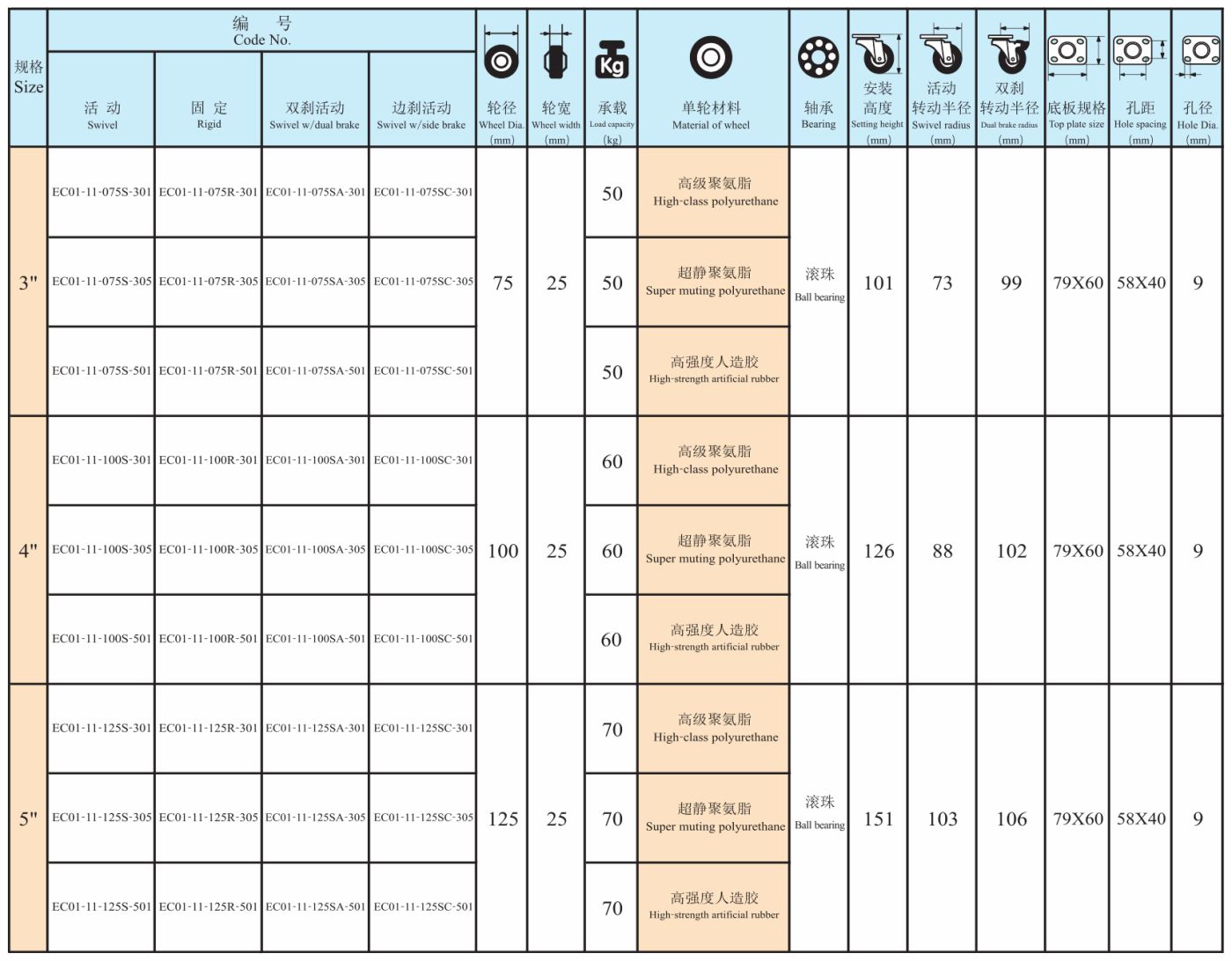
Caster 3- 5inch Medium Light Duty PU Top Plate Swivel Wheel

ඉහළ පන්තියේ PU කාස්ටර්

සුපිරි නිශ්ශබ්ද PU කාස්ටර්

අධි ශක්තිමත් කෘතිම රබර් කැස්ටර්
1. දැඩි තත්ත්ව පරීක්ෂාවකින් මිලදී ගත් උසස් තත්ත්වයේ ද්රව්ය.
2. සෑම නිෂ්පාදනයක්ම ඇසුරුම් කිරීමට පෙර දැඩි ලෙස පරීක්ෂා කර ඇත.
3. අපි වසර 25 කට වැඩි වෘත්තීය නිෂ්පාදකයෙක්.
4. අත්හදා බැලීමේ ඇණවුම හෝ මිශ්ර ඇණවුම් පිළිගනු ලැබේ.
5. OEM ඇණවුම් සාදරයෙන් පිළිගනිමු.
6. කඩිනමින් භාරදීම.
7) ඕනෑම ආකාරයක කාස්ටර් සහ රෝද අභිරුචිකරණය කළ හැකිය.
අපගේ නිෂ්පාදනවල නම්යශීලී බව, පහසුව සහ කල්පැවැත්ම සහතික කිරීම සඳහා අපි උසස් තාක්ෂණය, උපකරණ සහ උසස් තත්ත්වයේ ද්රව්ය භාවිතා කළෙමු.විවිධ අවස්ථාවන්හිදී, අපගේ නිෂ්පාදනවල ඇඳීම, ගැටීම, රසායනික විඛාදන, අඩු/ඉහළ උෂ්ණත්ව ප්රතිරෝධය, ධාවන පථ රහිත, බිම් ආරක්ෂණ සහ අඩු ශබ්ද ලක්ෂණ ඇත.

පරීක්ෂා කිරීම

වැඩමුළුව
මධ්යම ප්රමාණයේ කාස්ටර් සෑදීමේදී, මාදිලියේ තේරීම විශිෂ්ට බව අපි කවුරුත් දනිමු, දැන් අපි ප්රතිරෝධය පැළඳීමේදී TPR හි කාර්යභාරය ගැන සාකච්ඡා කරමු?ගැළපුම?මෑතකදී, මම වෙළඳපොලේ වෙනත් Omni-දිශානුගත රෝදයක් දුටුවෙමි.එකම විනිවිද පෙනෙන ද්රව්යය.ඝනත්වයෙන් පරීක්ෂා කිරීම සඳහා, ඒවායේ ඝනත්වය අපගේ ඝනත්වයට වඩා වැඩි බව අපට පෙනී ගියේය.අපේ එක 0.9.ඒවායේ TPR 0.99 අඩංගු වේ.උල්ෙල්ඛ පරීක්ෂණය සඳහා පරීක්ෂණ අනුවාදය ගන්න, අපගේ පිරිසිදු SEBS+PP සූත්රය ඔවුන්ගේ ඒවාට වඩා 2 ගුණයක් හොඳයි.නමුත් අවසානයේ පාරිභෝගිකයා තෝරා ගත්තේ අඩු මිලට.මට ඊළඟට හැමෝගෙන්ම අහන්න ඕන.ඉහළ ඇඳුම් ප්රතිරෝධයක් ලබා ගැනීම සඳහා TPE හි රෝදවලට TPR එකතු කිරීම සාධාරණ හෝ අසාධාරණද?
වර්තමානයේ, විශ්වීය රෝද කර්මාන්තයේ දෘඪ ප්ලාස්ටික් ප්රධාන වශයෙන් copolymerized PP භාවිතා කරන අතර සමහරක් PA නයිලෝන් භාවිතා කරයි.මෘදු ප්ලාස්ටික් TPE භාවිතා කරන අතර TPR සඳහා වෙළඳපල ඉල්ලුම විශාල ප්රතිශතයක් ගනී.මෙම වර්ගයේ රෝද සැකසීම සහ අච්චු කිරීම සාමාන්යයෙන් ද්වි-පියවර එන්නත් අච්චුවකි.එනම්, පළමු පියවර වන්නේ දෘඪ ප්ලාස්ටික් කොටස PP හෝ PA එන්නත් කිරීමයි;දෙවන පියවර වන්නේ සාදන ලද දෘඩ ප්ලාස්ටික් කොටස වෙනත් අච්චු කට්ටලයකට දමා පිහිටීම සවි කර මෘදු ප්ලාස්ටික් TPE සහ TPR දෘඩ ප්ලාස්ටික් කොටස ආවරණය කළ යුතු ස්ථානයට වෙඩි තබා ඇලවීමයි.
මධ්යම ප්රමාණයේ වාත්තු වල මෘදු පාගමනේ ඝණකම සාමාන්යයෙන් 5-20mm වන අතර, ද්රව්යයට විශිෂ්ට ඇඳුම් ප්රතිරෝධයක් සහ ප්රත්යාස්ථතාවයක් තිබිය යුතු නිසා (මෙය ද්රව්යයේ නිශ්චිත සූත්රගත කිරීම තීරණය කරයි), නිෂ්පාදනයේ thickness ණකම සහ සූත්රගත කිරීම ද්රව්ය TPE, TPR තීරණය කරන්න ආලේපන උෂ්ණත්වය තුනී ස්ථරයක් සහ අනෙකුත් ආලේපිත නිෂ්පාදනවලට වඩා වැඩි විය හැක.PP එන්නත් කිරීමේ උෂ්ණත්වය 180~220℃ සහ PA 240~280℃ උෂ්ණත්වයකින් ආවරණය කිරීම අපි නිර්දේශ කරමු.රෝද නිෂ්පාදනවල කාර්ය සාධනය පරීක්ෂා කිරීම සඳහා විශ්වීය රෝද කර්මාන්තය සඳහා මූලික ක්රමය: සාමාන්යයෙන්, එය යම් බරක් යටතේ රෝද පාගමනේ මෘදු රබර් තට්ටුවේ ඇඳීම පරීක්ෂා කිරීමයි.ඇත්ත වශයෙන්ම, මෙම කාස්ටර්ගේ මූලික සාමාන්ය බුද්ධිය වඩා වැදගත් වේ.කාර්යයේ දී හොඳින් කිරීමට හැකි වන පරිදි මෙම කර්මාන්ත පිළිබඳ මූලික දැනුම ඔබ දැන සිටිය යුතුය!

නිෂ්පාදන කාණ්ඩ
-

අඟල් 4 තාප ප්ලාස්ටික් රබර් අත් කරත්ත කැස්ටර් EP4...
-

Caster 75mm, 100mm, 125mm Swivel PU Trolley Cas...
-

කැස්ටර් ඝන කඳ වර්ගය W/Dual Brake PU Wheels(Z...
-

චයිනා OEM Castor Factories Hotel Soft TPR Stem ...
-

අභිරුචිකරණය කරන ලද කාර්මික සින්ක් ප්ලේටින් කැස්ටර් සමඟ ...
-

අමතර බර සහිත ඉහළ තහඩු වර්ගය-Swivel/Rigid/Br...
-

Industrial Caster Black PP Wheel China Factorie...
-

අධි ශක්ති නයිලෝන් ෆෝක්ලිෆ්ට් වීල්ස් (සුදු)
-

කාර්මික කම්පන ප්රතිරෝධය Swivel TPR/Endurant...
-

කාර්මික කම්පන අවශෝෂණ වර්ගය-Swivel/Rigid PU...
-

මධ්යම රාජකාරියේ කැස්ටර් දෘඪ/ සන්නායක සමඟ කැරකෙන...
-

නයිලෝන් කැස්ටර් මල නොබැඳෙන වානේ බෝල්ට් හෝල් කැස්ටර් බී...
-

OEM Caster කාර්මික උපකරණ ක්රෝම් ප්ලේටින් ...
-

Pneumatic Caster Top plate Swivel/Rigid type Ru...
-

මල නොබැඳෙන වානේ Heay Duty Industrial Top plate-...
-

Shopping Cart EP6 S සඳහා TPR Wheel Swivel Caster...






















